15106358106
15553681371
15106358106
15553681371


手機(jī):15106358106 李經(jīng)理
手機(jī):15553681371 王經(jīng)理
郵箱:2756355558@qq.com
地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)蔣官屯工業(yè)園區(qū)
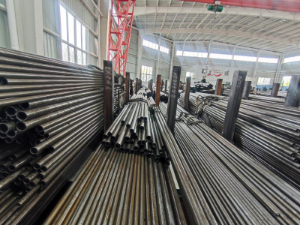
20#無縫鋼管的電焊焊接特性及焊接方法
20#無縫鋼管普遍應(yīng)用于各個領(lǐng)域,選用20#無縫鋼管的益處是運(yùn)用在氣體中可以產(chǎn)生高密度金屬氧化物保護(hù)層厚度的金屬材料鋅來維護(hù)內(nèi)部的鋼架結(jié)構(gòu)。在被電焊焊接、刮傷的狀況下,因為Zn-Fe原電池的存有,相對性開朗的熱鍍鋅一部分能夠做為陰極保護(hù),減緩鋼材的生銹,耐蝕性優(yōu)良。殊不知因為熱鍍鋅層的存有,在電焊焊接中非常容易造成裂痕、出氣孔、焊瘤,較難獲得優(yōu)良的電焊焊接品質(zhì)。
20#無縫鋼管一般是在高碳鋼外鍍一層鋅,熱鍍鋅層一般在20um厚。鋅的溶點在419°C,熔點908°C上下。在電焊焊接中,鋅熔化成液體浮在溶池表層或在焊接根位置臵。鋅在鐵中具備很大固溶度,鋅液體會沿晶界深層次腐蝕焊接金屬材料,低溶點鋅產(chǎn)生“液體金屬材料脆裂”。另外,鋅與鐵可產(chǎn)生金屬材料間延性化學(xué)物質(zhì),如Fe3Zn10、FeZn10等。這種延性相使焊接金屬材料塑性變形減少,在拉地應(yīng)力功效下而造成裂痕。假如電焊焊接角焊縫,特別是在是T形連接頭的角焊縫最非常容易造成透過裂痕。20#無縫鋼管電焊焊接時,焊縫表層及邊沿處的鋅層,在電孤熱功效下,造成空氣氧化、熔融、揮發(fā)以致?lián)]傳出乳白色粉塵和蒸氣,非常容易造成焊接出氣孔。因為空氣氧化而產(chǎn)生的ZnO,其溶點較高,約1800°C左右,若在電焊焊接全過程中主要參數(shù)偏小,將造成ZnO
焊瘤,另外因為Zn變成除氧劑造成FeO-MnO或FeO-MnO-SiO2低溶點金屬氧化物焊瘤。假如挑選電焊焊接標(biāo)準(zhǔn)不適合,實際操作技巧不善,非常容易使焊接邊沿處的熱鍍鋅層熔融以致擴(kuò)張熔融地區(qū),有將會毀壞熱鍍鋅層,特別是在是在變長電孤和大幅晃動實際操作狀況下,變寬熔融地區(qū),毀壞熱鍍鋅層更為嚴(yán)重。另外,因為鋅的揮發(fā),揮傳出很多的乳白色粉塵,對身體有刺激性、損害功效,因而,挑選造成粉塵量較低的焊接工藝、原材料都是務(wù)必考慮到的要素。
陜西省不銹鋼板材20#無縫鋼管的焊接工藝較多,一般在20#無縫鋼管構(gòu)造中常見氣割、手工電弧焊、CO2汽體維護(hù)焊、埋弧焊自動焊機(jī)、鎢極氬弧焊等方式 。
氣割以往常見于鍍鋅鋼管的電焊焊接,因為氣割熱鍵入不集中化,非常容易造成缺點,焊接物理性能差等缺陷,現(xiàn)階段在安裝制造行業(yè)基礎(chǔ)取代。氣割對熱鍍鋅層毀壞很大。
CO2汽體維護(hù)焊對20#無縫鋼管的電焊焊接特性優(yōu)良,當(dāng)選用適合的電焊焊接標(biāo)準(zhǔn)和配對的維護(hù)汽體、焊材時,可得到高品質(zhì)的對接焊縫。該方式 在工程項目實踐活動中偏少選用。
鎢極氬弧焊電孤動能集中化,對熱鍍鋅層的毀壞偏少,而且容易產(chǎn)生優(yōu)良的單雙面焊兩面成型連接頭,是最該選用的一種焊接工藝,但電焊焊接速率、比較慢、成本費(fèi)偏貴。
手工電弧焊是現(xiàn)階段管道施工中選用更為廣泛的一種焊接工藝。在恰當(dāng)挑選焊絲狀況下,如J421、J422、J423等氧化鈦型和鈦鈣型焊絲焊接時,因為這種焊絲焊芯中帶有很多的金紅石和鈦鐵礦,焊絲的熔融率很大,相對性提升了熔融速率。假如不在晃動標(biāo)準(zhǔn)下,僅僅能毀壞溶池最前沿等熱鍍鋅層,一般不會擴(kuò)張熔融地區(qū),可降低鋅液體對焊接金屬材料的滲入;在選用恰當(dāng)?shù)牟僮鞑襟E和焊材的狀況下,可獲得連接頭物理性能不錯,并無缺點的電焊焊接品質(zhì)。因為手工電弧焊相對性于鎢極氬弧焊價格低、速度更快,在具有實際操作嫻熟的電焊工狀況下,選用手工電弧焊加工工藝。
35號冷拔無縫鋼管:探索其獨(dú)特魅力…
[2024-12-07]20號無縫鋼管:探索其材質(zhì)與卓越性…
[2024-12-07]35號冷拔無縫管:工業(yè)領(lǐng)域的精密之…
[2024-11-26]大口徑20G冷拔無縫管:工業(yè)領(lǐng)域的…
[2024-11-26]20號無縫鋼管:工業(yè)血脈的堅實載體…
[2024-11-14]解密鋼鐵之美:45#厚壁無縫鋼管的…
[2024-11-14]精密冷拔鋼管:現(xiàn)代工業(yè)中的精密“…
[2024-10-30]Q345冷拔鋼管:工業(yè)強(qiáng)度與精密制造…
[2024-10-30]20#耐腐蝕無縫鋼管:堅韌守護(hù),鑄…
[2024-10-22]45#無縫鋼管壁厚:揭秘其特性與應(yīng)…
[2024-10-22]電話:15106358106 李經(jīng)理 15553681371 王經(jīng)理
郵箱:2756355558@126.com 地址:山東聊城經(jīng)濟(jì)開發(fā)區(qū)將官屯工業(yè)園
熱門標(biāo)簽:20#無縫鋼管 (20)45#無縫鋼管 (19)切割 (16)鋼管 (16)無縫 (16)加工 (6)20#無縫鋼管廠家 (4)厚壁 (3)大口徑 (3)45#無縫管 (3) 更多